

Cívka z nerezové oceliVýrobce, akcionář, nerezový plech/plech, vývozce cívek/pásů z nerezové oceli v Číně.
Nerezse zpočátku vyrábí v bramách, které poté procházejí konverzním procesem pomocí válcovací valce Z, která bramu přemění na svitek před dalším válcováním. Tyto široké svitky se obvykle vyrábějí o délce kolem 1250 mm (někdy o něco širší) a jsou známé jako „svitky s hranou válcovny“.
Tyto široké svitky se dále zpracovávají pomocí řady výrobních technik, jako je řezání, při kterém se široká svitka rozřezává na množství pramenů; právě zde se velká část
dochází k nejasnostem ohledně terminologie. Po rozřezání
Nerezová ocel tvoří dávku cívek odebraných z mateřské cívky a ty se označují mnoha různými názvy, včetně páskových cívek, dělených cívek, páskování nebo jednoduše pásků.
Způsob navíjení cívek může mít za následek různé názvy. Nejběžnější typ je známý jako „palačinka“, pojmenovaná podle toho, jak cívka vypadá, když je položena naplocho; „stuha navinutá“ je další název pro tuto metodu navíjení.
Dalším typem navíjení je „příčné“ nebo „oscilační“, známé také jako „navíjení na cívku“ nebo „cívka“, protože vypadá jako cívka s bavlnou – někdy je lze fyzicky navinout na plastovou cívku. Výroba cívky tímto způsobem umožňuje výrobu mnohem větších cívek, což vede ke zlepšené stabilitě a lepším výtěžkům.

Za studena válcovaná nerezová ocelová cívka
Nerezová ocelová cívka byla válcována za studena na válcovně za studena při pokojové teplotě. Konvenční tloušťka se pohybuje od 0,1 mm do 3 mm a šířka od 100 mm do 2000 mm.
Za studena válcovaná nerezová ocelová cívka
Má výhody hladkého povrchu, rovného povrchu, vysoké rozměrové přesnosti a dobré
mechanické vlastnosti. Většina výrobků je válcovaná a lze je zpracovat na povlakované ocelové plechy.
Výrobní proces za studena válcovaných nerezových svitků zahrnuje moření, válcování za normální teploty, mazání, žíhání,
zarovnání, jemné řezání a balení.
Za tepla válcovaná cívka z nerezové oceli
Je vyrobena z válcované nerezové oceli o tloušťce 1,80 mm až 6,00 mm a šířce 50 mm až 1200 mm. Za tepla válcovaná nerezová ocel má výhody nízké tvrdosti, snadného zpracování a dobré tažnosti. Její výrobní procesy zahrnují moření, válcování za vysokých teplot, procesní mazání, žíhání, rovnací tloušťku, konečnou úpravu a balení.
Mezi za studena válcovanou nerezovou ocelí a za tepla válcovanou nerezovou ocelí existují tři hlavní rozdíly.
Za prvé, pevnost a mez kluzu za studena válcovaných nerezových svitků jsou lepší a tažnost a houževnatost za tepla válcovaných nerezových svitků jsou lepší. Za druhé, tloušťka za studena válcovaných nerezových svitků je ultratenká, zatímco tloušťka za tepla válcovaných nerezových svitků je větší. Kromě toho je kvalita povrchu, vzhled a rozměrová přesnost za studena válcovaných nerezových svitků lepší než u za tepla válcovaných nerezových svitků.
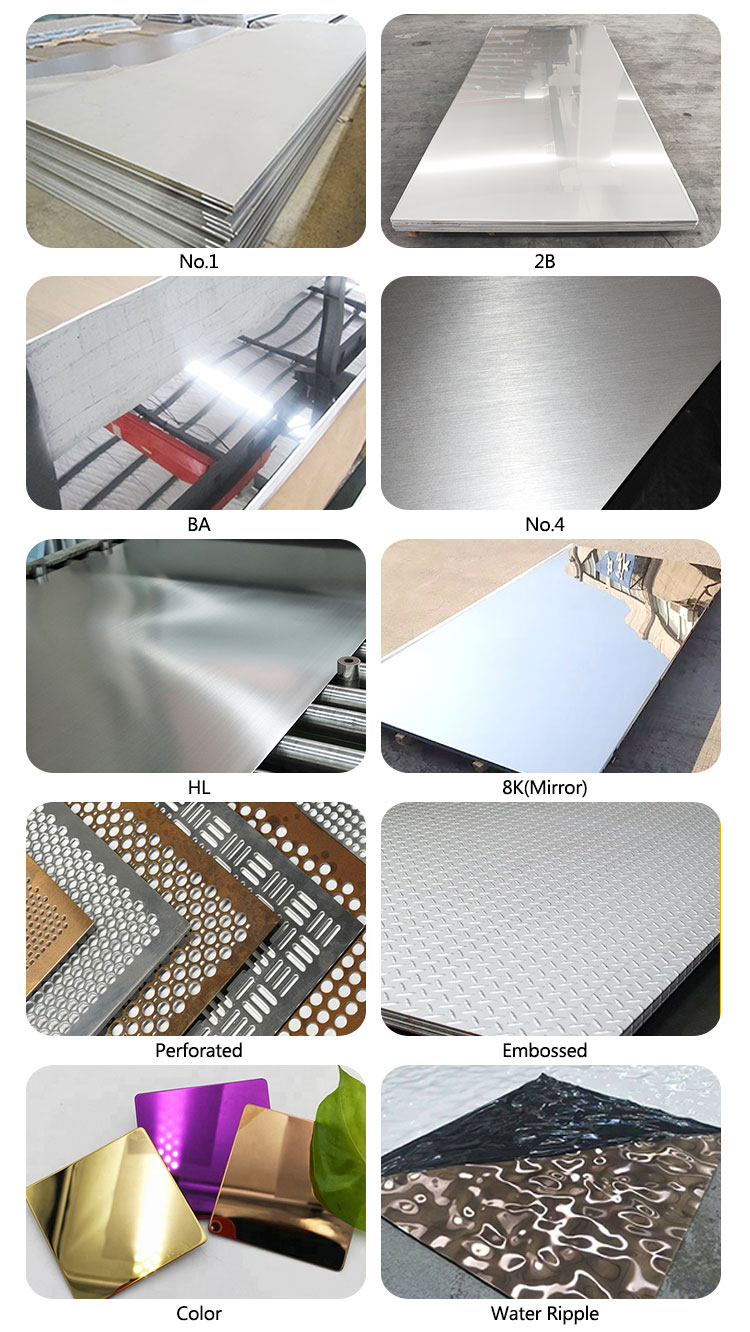
POVRCHOVÁ ÚPRAVA
Máme dovezené vybavení a profesionální inženýry, takže povrch každého našeho plechu z nerezové oceli je mnohem vyšší, než očekávání zákazníků.
| Povrch | Charakteristický | Technologie zpracování |
| Č. 0,1 | Originál | Nakládané po válcování za tepla |
| 2D | Otupit | Válcování za tepla + žíhání, zpevňování tryskou, moření + válcování za studena + žíhání, moření |
| 2B | Rozmazané | Válcování za tepla + žíhání, zpevňování tryskou, moření + válcování za studena + žíhání, moření + popouštění, válcování |
| N0.3 | Matný | Leštění a popouštění válcováním s abrazivními materiály o velikosti ok 100-120 |
| N0.4 | Matný | Leštění a popouštění válcováním s abrazivním materiálem o velikosti ok 150-180 |
| Č. 240 | Matný | Leštění a popouštění válcováním s abrazivními materiály o velikosti ok 240 |
| Č. 320 | Matný | Leštění a popouštění válcováním s abrazivními materiály o velikosti ok 320 |
| Č. 400 | Matný | Leštění a popouštění válcováním s abrazivními materiály o velikosti ok 400 mesh |
| HL | Kartáčovaný | Povrch ocelového pásu obruste brusným papírem o vhodné velikosti zrna, aby vykazoval určitou podélnou texturu. |
| BA | Jasný | Povrch je žíhaný a vykazuje vysokou odrazivost |
| 6K | Zrcadlo | Hrubé broušení a leštění |
| 8K | Zrcadlo | Jemné broušení a leštění |
Čas zveřejnění: 7. dubna 2023